
Yêu cầu kĩ thuật trong quy trình gia công bánh răng
Gia công bánh răng đòi hỏi nhiều yếu tố chính vì thế chúng ta sẽ tìm ra một quy trình chuyển cho việc gia công bánh răng nhằm tiết kiệm chi phí.
Gia công bánh răng đòi hỏi nhiều yếu tố chính vì thế chúng ta sẽ tìm ra một quy trình chuyển cho việc gia công bánh răng nhằm tiết kiệm chi phí.

Một phần quan trọng của quá trình sản xuất bánh răng là kiểm tra. Ngoài kiểm tra nguyên công (kiểm tra chi tiết sau mỗi nguyên công tại vị trí làm việc) trong quy trình còn được tiến hành kiểm tra nhiều thông số đặc biệt. Trình tự các nguyên công kiểm tra trong quy trình chế tạo bánh răng được tiến hành như sau:

- kiểm tra độ cứng của phôi sau khi ủ
- kiểm tra kích thước của phôi sau khi gia công bánh răng thô.
- kiểm tra kích thước của răng sau khi cắt.
- kiểm tra độ cứng sau nhiệt luyện nếu nguyên công này có trong quy trình.
- kiểm tra kích thước sau các nguyên công tinh trước khi thấm carbon.
- kiểm tra chất lượng cảu lớp phủ bề mặt nếu nguyên công này có trong quá trình.
- kiểm tra kích thước sau khi thấm carbon.
- kiểm tra kích thước sau các nguyên công tinh trước khi tôi.
- kiểm tra kích thước sau khi tôi (hoặc thấm ni tơ)
- kiểm tra kích thước lần cuối.

Trong tất cả các thông số của bánh răng cần kiểm tra trên đây thì các thông số của vành răng (sau khi cắt răng) là quan trọng nhất.
Độ chính xác động học được kiểm tra khi bánh răng có yêu cầu truyền động chính xác như các bánh răng trong máy đo, máy gia công cơ khí chính xác và đầu phân độ. Độ chính xác bao gồm các chỉ tiêu sau đây:
- sai số động học
- sai số tích lũy bước vòng
- độ đảo vòng chia.
- sai lệch chiều dài khoảng pháp tuyến chung.
- sai lệch khoảng các tâm khi bánh răng quay một vòng.
Độ ổn định khi làm việc được kiểm tra khi bánh răng làm việc với tốc độ cao và nó bao gồm các chỉ tiêu sau đây:
- sai số chu kỳ.
- sai số bước cơ sở.
- sai số prophin
- sai lệch khoảng cách tâm khi bánh răng quay một răng.
Độ chính xác tiếp xúc được kiểm tra khi bánh răng làm việc với tải trọng lớn. Nó bao gồm các chỉ tiêu sau đây: diện tích tiếp xúc, sai lệch phương của răng. Khe hở mặt bên được kiểm tra khi bánh răng làm việc cả hai chiều.
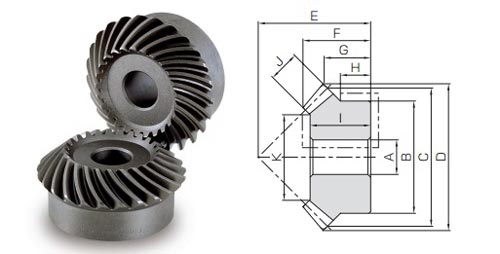
Nếu ở bánh răng trụ răng thẳng phương cảu răng không trùng với phương của tâm lỗ thì ăn khớp sẽ không đúng (ăn khớp không theo toàn bộ chiều dài răng) và răng sẽ mòn không đều theo chiều dài. Vì vậy phải kiểm tra độ chính xác cảu bề mặt răng theo vết tiếp xúc trong bộ truyền ăn khớp. Độ chính xác này được đặc trưng bằng độ song song cảu các đường sinh mặt răng và mặt chuẩn. Ở bánh răng nghiêng ăn khớp ngoài, sai số phương của răng được kiểm tra bằng thước đo chuyên dùng. Vết tiếp xúc được kiểm tra bằng cách bôi lên bề mặt răng một lớp sơn rồi cho hai bánh răng quay ăn khớp với nhau, sau đó dùng máy và xác định vị trí và diện tích của vết tiếp xúc.
Chiều dày răng của bánh răng trụ được kiểm tra bằng thước đo răng chuyên dùng hoặc thước thép. Ngoài ra có thể dùng thước đo răng quang học để kiểm tra chiều dày răng. Chiều dày răng sau khi kiểm tra được so sánh với chiều dày răng lý thuyết được xác định theo công thức tính toán. Nếu chiều dày răng quá lớn cần phải hớt thêm lượng dư, còn nếu chiều dày răng quá nhỏ thì răng phế phẩm và không sửa lại được.
CÔNG TY CỔ PHẦN THIẾT BỊ BẾN THÀNH - 0314405938
Địa chỉ: 35 Đường số 3, Phường Trường Thọ, Quận Thủ Đức, TP.HCM
Hotline: (028) 6279.6888 - 0902.910.918
Website: http://giacongcokhitphcm.com
Email: thietbibenthanh@gmail.com
GỬI Ý KIẾN BÌNH LUẬN
